Формула и оборудование для гибких труб из вспененного каучука NBR/PVC: ключ к эффективному производству
Формула и оборудование для гибких труб из вспененного каучука NBR/PVC — это основа для создания высококачественных, легких и гибких изделий, которые пользуются спросом в различных отраслях. Если вы задумываетесь о запуске или оптимизации производства таких труб, понимание этих двух компонентов станет вашим главным преимуществом. В этой статье мы подробно разберем, как правильно подобрать материалы и технику, чтобы добиться отличных результатов и повысить конкурентоспособность вашей продукции.
Вы узнаете, почему именно сочетание NBR и PVC дает уникальные свойства вспененным трубам, и какое оборудование позволяет точно контролировать процесс вспенивания и экструзии. Мы постараемся объяснить все простыми словами, чтобы вы могли легко применить эти знания на практике, независимо от вашего опыта в отрасли.
Наша цель — стать вашим надежным проводником в мире производства гибких труб, предоставив не только теоретические основы, но и практические рекомендации по выбору решений. Давайте начнем с самого главного — секретов успешной рецептуры.
1. Ключевые компоненты формулы NBR/PVC для вспененных труб
1.1. Роль нитрильного каучука (NBR): почему он незаменим для гибкости и маслостойкости
1.2. Поливинилхлорид (PVC) как основа: контроль жесткости и снижение затрат
1.3. Вспенивающие агенты и добавки: секрет создания равномерной ячеистой структуры
1.4. Баланс ингредиентов: как достичь идеального соотношения для ваших задач
2. Процесс разработки и оптимизации рецептуры
2.1. Лабораторные испытания: первый шаг к идеальной смеси
2.2. Влияние температуры и времени смешивания на качество вспенивания
2.3. Адаптация формулы под разные диаметры и требования к трубам
3. Оборудование для экструзии и вспенивания труб NBR/PVC
3.1. Экструдеры с точным контролем температуры: сердце производственной линии
3.2. Особенности конструкции головки (экструзионной головки) для вспененных материалов
3.3. Системы охлаждения и калибровки: как сохранить форму и структуру
4. Выбор комплексной производственной линии
4.1. Критерии подбора оборудования под ваши объемы и спецификации
4.2. Автоматизация и контроль качества: снижение брака и повышение эффективности
4.3. Интеграция вспомогательного оборудования: от смесителя до намотчика
5. Практические советы по запуску и эксплуатации
5.1. Настройка параметров экструзии для разных рецептур
5.2. Решение типичных проблем: неравномерное вспенивание, дефекты поверхности
5.3. Техническое обслуживание линии для долгой и стабильной работы
1. Ключевые компоненты формулы NBR/PVC для вспененных труб

Теперь, когда вы понимаете важность формулы и оборудования, давайте углубимся в сердце вашего будущего продукта — рецептуру. Успех гибких вспененных труб из NBR/PVC начинается с точного подбора и баланса ключевых компонентов. Как специалист в области высокоточного оборудования, такая компания, как APEX, знает, что даже самая совершенная линия экструзии не сможет компенсировать ошибки в формуле. Основу составляет, конечно, смесь нитрильного каучука (NBR) и поливинилхлорида (PVC). NBR придает материалу отличную масло- и бензостойкость, а также эластичность, в то время как PVC обеспечивает структурную прочность, устойчивость к старению и огню. Ваша задача — найти оптимальное соотношение этих полимеров, которое определит итоговую гибкость, плотность и химическую стойкость трубы.
Однако сами полимеры — это только начало. Критически важную роль играют вспенивающие агенты. Именно они создают ту самую ячеистую структуру, которая делает трубу легкой и обеспечивает превосходную тепло- и звукоизоляцию. Выбор между химическими и физическими вспенивателями, их тип и количество напрямую влияют на равномерность и размер пор, а значит, и на стабильность качества. Кроме того, в формулу входят пластификаторы для повышения гибкости при низких температурах, стабилизаторы для защиты PVC от термического разложения во время обработки, а также пигменты и наполнители. Каждый компонент должен быть тщательно взвешен, а их взаимодействие — предсказано, чтобы конечный материал идеально подходил для экструзии на вашем оборудовании.
Именно здесь проявляется синергия между формулой и техникой. Разрабатывая рецептуру, вы должны сразу учитывать параметры своего производственного процесса. Например, температура плавления и вязкость расплава должны соответствовать возможностям экструдера и головки. Компании, подобные APEX, проектируя свои линии для гибких труб, как раз ориентируются на такие тонкие взаимосвязи, чтобы обеспечить клиентам не просто машину, а комплексное решение для реализации конкретных, эффективных формул. Правильно составленная рецептура — это первый и главный шаг к созданию конкурентоспособного продукта, который будет стабильно производиться с минимальным процентом брака.
1.1. Роль нитрильного каучука (NBR): почему он незаменим для гибкости и маслостойкости
Когда вы выбираете NBR в качестве основы для своей формулы, вы делаете ставку на его уникальную молекулярную структуру. Нитрильный каучук получают путем сополимеризации бутадиена и акрилонитрила. Именно содержание акрилонитрила (обычно от 18% до 50%) определяет ключевые свойства. Чем выше его процент, тем лучше масло- и топливостойкость конечного продукта. Это делает NBR идеальным выбором для труб, которые будут контактировать с гидравлическими маслами, топливом или другими агрессивными жидкостями.
Но NBR — это не только химическая стойкость. Его молекулярная цепь обеспечивает превосходную гибкость и эластичность в широком диапазоне температур. Это означает, что ваши вспененные трубы будут сохранять свои свойства как при низких, так и при умеренно высоких температурах, не становясь хрупкими или излишне мягкими. Для вас, как для производителя, это прямой путь к расширению областей применения вашей продукции.
Еще одно скрытое преимущество NBR — его совместимость с ПВХ. При правильном подборе рецептуры и технологических параметров эти два полимера образуют однородную, прочную матрицу. NBR придает смеси эластомерные, «резиноподобные» свойства, в то время как PVC обеспечивает структурную целостность, стойкость к истиранию и низкую стоимость. Без NBR добиться оптимального баланса между гибкостью, долговечностью и устойчивостью к маслам было бы крайне сложно.
Поэтому, проектируя свою формулу, вы должны в первую очередь определиться с требуемым уровнем маслостойкости и гибкости. От этого будет зависеть выбор конкретной марки NBR с подходящим содержанием акрилонитрила. Правильный NBR — это фундамент, на котором строится все остальное: качество вспенивания, стабильность геометрии трубы и, в конечном счете, удовлетворенность вашего клиента.
1.2. Поливинилхлорид (PVC) как основа: контроль жесткости и снижение затрат
Поливинилхлорид (PVC) в вашей формуле для гибких вспененных труб выполняет роль структурного каркаса. В то время как NBR придает эластичность и маслостойкость, PVC обеспечивает необходимую механическую прочность, жесткость и форму готового изделия. Вы можете точно регулировать эти параметры, изменяя соотношение PVC к NBR в композиции, что дает вам прямой контроль над конечными свойствами трубы.
С экономической точки зрения, PVC является значительно более доступным материалом по сравнению с синтетическими каучуками. Его использование в качестве основы смеси позволяет вам существенно снизить себестоимость сырья без катастрофической потери качества. Это ключевой фактор для сохранения конкурентоспособности вашей продукции на рынке.
Однако важно понимать, что PVC — это термопласт, и его обработка требует точного температурного контроля. В процессе экструзии с вспениванием вы должны обеспечить оптимальную вязкость расплава PVC, чтобы он мог равномерно смешиваться с NBR и вспенивающим агентом. Правильно подобранные стабилизаторы и пластификаторы для PVC-компонента критически важны для термостабильности смеси и предотвращения деградации материала в экструдере.
Таким образом, PVC в формуле — это не просто наполнитель для снижения затрат. Это инструмент, который позволяет вам балансировать между гибкостью и жесткостью, между стоимостью и производительностью. Грамотно подобрав тип и марку PVC (например, суспензионный или эмульсионный), вы закладываете основу для стабильного и технологичного производственного процесса, получая на выходе трубу с предсказуемыми и воспроизводимыми характеристиками.
1.3. Вспенивающие агенты и добавки: секрет создания равномерной ячеистой структуры
Вспенивающие агенты — это сердце вашего процесса. Именно они превращают плотную смесь NBR/PVC в легкий материал с закрытоячеистой структурой. Выбор агента напрямую определяет плотность, гибкость и теплоизоляционные свойства конечной трубы. Наиболее распространены химические вспениватели, такие как азодикарбонамид (ADC), которые активируются при температуре экструзии, выделяя газ (обычно азот) и создавая множество мелких, равномерно распределенных пор.
Однако, просто добавить вспениватель недостаточно. Для контроля размера ячеек и стабилизации структуры пены вам необходимы добавки. Ключевую роль играют порофоры-активаторы (например, оксиды цинка или цинковые соли), которые снижают температуру разложения вспенивателя, позволяя вести процесс в оптимальном для полимерной смеси режиме и получать более однородную пену.
Равномерность ячеек — залог стабильных механических свойств. Чтобы избежать слияния мелких пор в крупные пустоты, в формулу вводят нуклеаторы. Эти вещества (например, мелкодисперсные тальк или диоксид кремния) служат центрами образования пузырьков газа, обеспечивая их огромное количество и, как следствие, мелкую и регулярную структуру по всему объему материала.
Помните, что все компоненты формулы должны работать в унисон. Пластификаторы в составе PVC-фазы влияют на вязкость расплава, что критически важно для удержания газа во время вспенивания. Неправильный баланс может привести к усадке трубы после выхода из экструдера или к неравномерной плотности по сечению. Поэтому разработка рецептуры — это всегда поиск компромисса между свойствами сырья, параметрами процесса и требованиями к готовому изделию.
1.4. Баланс ингредиентов: как достичь идеального соотношения для ваших задач
Достижение идеального баланса ингредиентов в формуле NBR/PVC — это не просто следование рецепту, а тонкая настройка системы под ваши конкретные производственные задачи и требования к конечному продукту. Вы должны рассматривать каждый компонент как переменную, изменение которой влияет на плотность, гибкость, прочность, устойчивость к маслам и температуре, а также на стоимость сырья.
Начните с определения приоритетов: вам нужна максимальная легкость и теплоизоляция или повышенная механическая стойкость? Для первого случая вы увеличите долю вспенивающего агента и, возможно, мягчителей, но при этом важно усилить структуру полимерной матрицы, чтобы избежать разрывов ячеек. Для второго — сделаете акцент на содержании NBR и сетке сшивающих агентов, возможно, добавив больше наполнителей, таких как мел, для повышения жесткости, но это неизбежно увеличит вес.
Ключевой принцип — синергия. Пластификаторы должны быть совместимы как с PVC, так и с NBR, чтобы обеспечить однородность смеси. Стабилизаторы необходимо подбирать с учетом температуры переработки и желаемой скорости вспенивания. Помните, что избыток вспенивающего агента может привести к неравномерной структуре и хрупкости, а его недостаток — к недополучению требуемой плотности и увеличению расхода дорогого сырья.
Практический путь к идеальному балансу лежит через методологию «планирования экспериментов» (DoE). Не меняйте все компоненты сразу. Систематически варьируйте концентрацию одного-двух ключевых элементов (например, соотношение NBR/PVC или количество вспенивающего агента) при фиксированных остальных, анализируя свойства полученных образцов. Это позволит вам построить математическую модель, предсказывающую свойства смеси, и найти оптимальную точку для ваших критериев.
Наконец, всегда тестируйте оптимизированную формулу на вашем конкретном оборудовании. Небольшие пилотные партии на экструдере позволят вам проверить технологичность смеси (вязкость, стабильность вспенивания) и внести последние корректировки перед запуском в массовое производство. Идеальный баланс — это всегда компромисс, но осознанный и направленный на решение ваших бизнес-задач.
2. Процесс разработки и оптимизации рецептуры
Разработка и оптимизация рецептуры для гибких труб из вспененного NBR/PVC — это не просто смешивание компонентов, а точный инженерный процесс, который вы должны контролировать на каждом этапе. Начните с выбора качественного сырья: нитрильный каучук (NBR) обеспечивает маслостойкость и эластичность, а ПВХ (PVC) добавляет жесткость и снижает стоимость. Ключевой момент — это подбор порообразователя и его активаторов, которые определяют степень и равномерность вспенивания, влияя на конечную плотность и гибкость трубы.
Как производитель, вы можете столкнуться с необходимостью балансировать свойства: например, увеличивая содержание NBR для улучшения гибкости при низких температурах, но при этом рискуя снизить стабильность размеров. Оптимизация включает в себя многочисленные лабораторные испытания и пробные производственные запуски. Именно здесь на помощь приходит современное оборудование, такое как линии экструзии от APEX, которые позволяют точно дозировать ингредиенты, контролировать температуру в различных зонах и обеспечивать однородное вспенивание по всей длине трубы.
Используя интегрированные решения, например, от компании Qingdao Apex Machinery Technology Co., Ltd., вы получаете не просто станки, а технологический партнерство. Их оборудование, разработанное в собственном инженерном центре, часто включает системы точного дозирования и контроля, что позволяет вам быстро тестировать и адаптировать рецептуры под конкретные требования заказчика — будь то повышенная гибкость для медицинских применений или особая стойкость для автомобильных систем. Помните, что оптимальная рецептура — это та, которая воспроизводима и экономически эффективна в условиях вашего конкретного производства.
2.1. Лабораторные испытания: первый шаг к идеальной смеси
Лабораторные испытания — это фундамент, на котором строится вся последующая производственная деятельность. Здесь вы не просто смешиваете компоненты, а создаете и изучаете модель будущего материала. На этом этапе ваша главная задача — определить базовые пропорции NBR, PVC, вспенивающего агента, стабилизаторов, пластификаторов и других добавок, которые обеспечат требуемую плотность, гибкость, прочность на разрыв, стойкость к маслам и температуре.
Вы начинаете с малых партий, что позволяет быстро и с минимальными затратами проверить множество гипотез. Используя лабораторные двухвалковые смесители или закрытые смесители (например, типа "Бенбери"), вы тщательно отрабатываете режимы смешения: температуру, время, последовательность загрузки ингредиентов. Критически важно добиться полной и однородной дисперсии всех частиц в полимерной матрице, особенно вспенивающего агента, так как от этого напрямую зависит равномерность и структура пены в готовой трубе.
После получения опытных образцов смеси вы переходите к анализу. С помощью реометров вы изучаете вязкотекучее поведение композиции — это ключевой параметр для прогнозирования ее поведения в экструдере. Испытания на растяжение, измерение твердости по Шору и определение плотности дают вам первые количественные данные о физико-механических свойствах. Также проводятся ускоренные испытания на термостабильность и стойкость к средам.
Результаты лабораторных испытаний — это не конечная цель, а отправная точка для итеративного процесса. Вы анализируете данные, вносите коррективы в рецептуру (например, увеличиваете долю пластификатора для большей гибкости или меняем тип стабилизатора для лучшей термостойкости) и снова проводите цикл испытаний. Только когда лабораторные образцы стабильно показывают заданные характеристики, можно с уверенностью говорить о переходе к пилотным и промышленным испытаниям на основном оборудовании.
2.2. Влияние температуры и времени смешивания на качество вспенивания
Температура смешивания — это первый критический параметр, который вы должны контролировать. При работе со смесью NBR/PVC для вспененных труб, если температура слишком низкая, компоненты (особенно ПВХ) не будут должным образом пластифицироваться и диспергироваться. Это приведет к неоднородности смеси, а впоследствии — к неравномерному вспениванию и дефектам в структуре готовой трубы. С другой стороны, чрезмерно высокая температура может вызвать преждевременное разложение химического вспенивающего агента или даже начать деструкцию полимеров, что резко ухудшит механические свойства материала.
Оптимальный температурный диапазон обычно находится между 160°C и 180°C для большинства рецептур на основе NBR/PVC. В этих условиях ПВХ переходит в состояние пластикации, а каучук NBR хорошо смешивается с ним, образуя однородную матрицу. Вспенивающий агент равномерно распределяется и активируется в нужный момент. Ваша задача — точно поддерживать этот диапазон в смесителе, используя систему точного терморегулирования.
Время смешивания неразрывно связано с температурой. Слишком короткий цикл не позволит добиться полной гомогенизации смеси и активации всех добавок. Вспенивающий агент может остаться в виде крупных агломератов, что вызовет образование больших, неуправляемых пор и брак. Однако и затягивать процесс нельзя: длительное воздействие высокой температуры и механических напряжений может "пережечь" смесь, снизить вязкость расплава и также привести к преждевременной активации вспенивателя.
На практике вы должны найти баланс. Стандартное время интенсивного смешивания для таких композиций составляет от 5 до 8 минут, но оно всегда корректируется под конкретную рецептуру и тип оборудования. Рекомендуется начинать с минимального времени, необходимого для визуальной однородности смеси, и затем проводить серию испытаний, постепенно увеличивая длительность и анализируя качество вспененного образца (равномерность ячеек, плотность, гладкость поверхности).
Важно понимать синергию этих параметров. Высокая температура может сократить необходимое время смешивания, но увеличивает риски. Более низкая температура потребует больше времени, но может улучшить контроль. Ключ к успеху — это стабильность. После того как вы опытным путем определили оптимальную пару "температура-время", ваша главная цель — воспроизводить эти условия в каждой производственной партии. Любые отклонения приведут к колебаниям качества труб, что неприемлемо для конкурентоспособного производства.
Таким образом, контроль температуры и времени смешивания — это не просто техническая процедура, а фундамент для стабильного и предсказуемого процесса вспенивания. Инвестиции в современное оборудование с точной системой управления (например, термопары, программируемые логические контроллеры) окупятся многократно за счет снижения брака и получения продукции с неизменно высокими эксплуатационными характеристиками.
2.3. Адаптация формулы под разные диаметры и требования к трубам
Адаптация рецептуры — это не просто корректировка пропорций, а целенаправленная инженерия свойств материала под конкретную задачу. Для труб малого диаметра (например, 6-10 мм) критически важна высокая гибкость и сохранение круглого сечения при изгибе. В вашей формуле следует сделать акцент на пластификаторах и вспенивающих агентах, обеспечивающих мелкую и равномерную ячеистую структуру. Это предотвратит коллапс (сплющивание) тонкой стенки и обеспечит стабильность формы.
Для труб среднего и крупного диаметра (от 20 мм и выше) на первый план выходят механическая прочность, устойчивость к сжатию и минимальная усадка. Здесь вам потребуется увеличить долю NBR для лучшей маслостойкости и эластичности, а также тщательно подобрать тип и количество стабилизаторов и наполнителей. Например, добавление мелкодисперсного карбоната кальция может повысить жесткость и снизить стоимость, но его количество нужно строго дозировать, чтобы не ухудшить гибкость.
Требования к трубам также диктуют изменения в рецепте. Если изделие должно работать при низких температурах, вам необходимо ввести в формулу морозостойкие пластификаторы и оптимизировать соотношение NBR/PVC для сохранения эластичности на холоде. Для труб, подверженных ультрафиолетовому излучению, обязательны УФ-стабилизаторы. Каждое новое требование — это баланс между основными компонентами и функциональными добавками.
Ключевой инструмент для успешной адаптации — это лабораторные испытания и пилотные запуски на вашем экструзионном оборудовании. Нельзя создать универсальную формулу для всех диаметров. Начните с базового рецепта, а затем методично тестируйте его модификации, измеряя плотность, твердость, прочность на разрыв и степень вспенивания для каждого целевого диаметра. Только так вы найдете оптимальный состав, который гарантирует и качество продукта, и экономическую эффективность его производства.
3. Оборудование для экструзии и вспенивания труб NBR/PVC

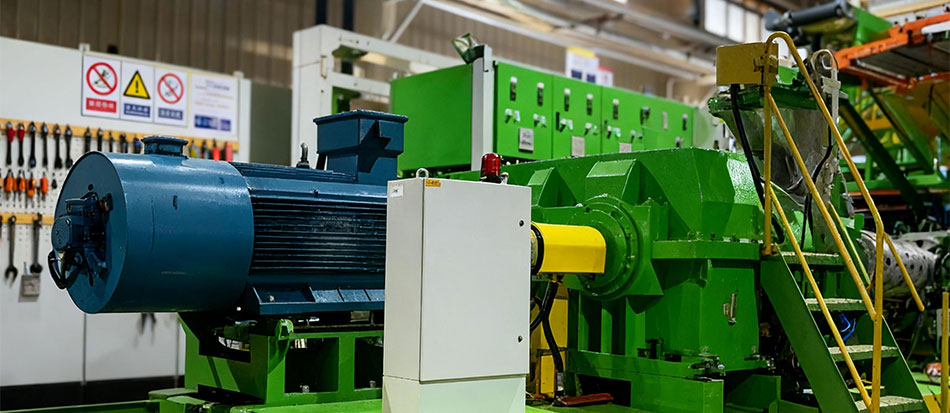
Теперь, когда вы понимаете важность правильной рецептуры, давайте перейдем к ключевому этапу — превращению этой смеси в готовую гибкую трубу. Именно оборудование для экструзии и вспенивания определяет, насколько полно будут реализованы все преимущества формулы NBR/PVC. Современная линия, такая как производимая компанией APEX, представляет собой интегрированный комплекс, где каждый модуль выполняет свою точную задачу: от подачи и пластикации сырья в экструдере до формирования точного профиля трубы и контролируемого вспенивания в специальной калибровочной ванне.
Для вас, как для производителя, критически важны точность температурных зон экструдера и стабильность работы дозирующих систем — они гарантируют равномерное распределение вспенивающего агента и однородность структуры материала. Оборудование APEX, разработанное с учетом специфики NBR/PVC, оснащено продвинутыми системами управления, которые позволяют вам тонко настраивать все параметры процесса: скорость экструзии, давление, температуру в разных зонах. Это дает возможность производить трубы с заданной плотностью, идеально круглым сечением и стабильными физико-механическими свойствами по всей длине.
Инвестиции в такое технологичное и автоматизированное оборудование — это не просто покупка станков, а вложение в качество, воспроизводимость и эффективность вашего производства. Оно минимизирует человеческий фактор, снижает процент брака и позволяет гибко реагировать на требования рынка, выпуская продукцию, которая будет соответствовать самым строгим отраслевым стандартам и ожиданиям ваших клиентов.
3.1. Экструдеры с точным контролем температуры: сердце производственной линии
Экструдер с точным контролем температуры — это действительно сердце вашей линии по производству гибких труб из вспененного NBR/PVC. Именно здесь подготовленная смесь полимеров превращается в непрерывный профиль будущей трубы. Для вспененных композиций, особенно на основе NBR/PVC, стабильность температуры вдоль всего цилиндра и головки экструдера является критически важным параметром. Малейшие колебания могут привести к неравномерному вспениванию, изменению плотности, ухудшению механических свойств и, в конечном счете, к браку.
Вы должны обратить внимание на экструдеры, оснащенные современной системой управления с ПИД-регуляторами для каждой зоны нагрева и охлаждения. Обычно требуется несколько независимых зон контроля: от зоны загрузки и пластикации до зоны дозирования и, что особенно важно, до фильеры (головки экструдера). Для NBR/PVC-композиций с порообразователем необходимо обеспечить плавный и предсказуемый рост температуры, чтобы активация вспенивающего агента произошла в строго заданный момент — обычно при выходе расплава из фильеры в зону пониженного давления.
Конструкция шнека также играет ключевую роль. Для эффективного смешивания компонентов формулы (NBR, PVC, пластификаторы, стабилизаторы, порообразователь) и создания однородного расплава без «памяти» о предыдущих проходах часто используются шнеки со специальными зонами сдвига и смешения. Это гарантирует, что порообразователь равномерно распределится в массе, и пена будет иметь одинаковую мелкоячеистую структуру по всей длине и толщине стенки трубы.
Таким образом, выбирая экструдер, вы инвестируете не просто в машину, а в инструмент для стабильного и воспроизводимого качества. Точный контроль температуры и продуманная геометрия шнека — это ваша страховка от неоднородности продукции и основа для эффективного использования дорогостоящего сырья, заложенного в вашей формуле.
3.2. Особенности конструкции головки (экструзионной головки) для вспененных материалов
Конструкция экструзионной головки для вспененных материалов NBR/PVC кардинально отличается от головок для сплошных (непористых) труб. Её главная задача — обеспечить плавное, контролируемое формирование трубной заготовки без преждевременного разрушения ячеистой структуры пены. Если в обычной головке основное внимание уделяется однородному расплаву и снятию напряжений, то здесь критически важным становится управление давлением и температурой по всей длине канала.
Ключевая особенность — это специально рассчитанный профиль канала, который обеспечивает постепенное снижение давления от цилиндра экструдера к выходному отверстию головки. Резкий перепад давления вызовет неконтролируемое расширение порообразователя прямо внутри головки, что приведет к разрыву ячеек, неравномерной плотности и браку. Поэтому канал проектируется длиннее и с более плавным конусом, создавая «мягкую» зону для начала роста пузырьков.
Материал самой головки и состояние её рабочих поверхностей также имеют огромное значение. Полимерная композиция в процессе вспенивания обладает высокой адгезией. Чтобы предотвратить прилипание и накопление материала, внутренние поверхности должны быть идеально отполированы, часто с использованием специальных износостойких покрытий, таких как хромирование или нитрид титана. Это обеспечивает стабильный поток и легкую очистку.
Система нагрева в такой головке должна быть высокоточной и зональной. Вы контролируете температуру в нескольких точках вдоль канала, чтобы поддерживать вязкость расплава на оптимальном уровне для вспенивания. Слишком высокая температура — пена «схлопнется», слишком низкая — резко возрастет давление и экструзия станет невозможной. Часто используются комбинированные системы (нагреватели и охладители), позволяющие гибко реагировать на изменения в рецептуре или скорости производства.
Наконец, критически важна конструкция формирующей губы (дорна и манжеты). Для вспененных труб NBR/PVC зазор должен быть точно рассчитан с учетом последующего расширения материала уже после выхода из головки (так называемое «свободное вспенивание»). Размеры губы не равны конечному диаметру трубы. Правильный подбор этого зазора, основанный на знании степени расширения вашей конкретной рецептуры, — это то, что отличает опытного технолога и позволяет получать трубы со стабильными геометрическими и физическими параметрами.
3.3. Системы охлаждения и калибровки: как сохранить форму и структуру
После того как экструдер сформировал горячую и пластичную вспененную массу NBR/PVC, наступает критически важный этап — её фиксация. Именно здесь системы охлаждения и калибровки вступают в игру, чтобы «заморозить» желаемую форму, диаметр и, что самое важное, равномерную ячеистую структуру пены. Без этого контроля ваша труба может деформироваться, иметь неровные стенки или нестабильные физические свойства.
Процесс начинается с калибровочной гильзы или вакуумного калибровочного бака. Труба, выходящая из головки, проходит через охлаждаемое кольцо точного диаметра, которое придает ей окончательные геометрические размеры. Вакуум, применяемый в системе, мягко прижимает еще мягкий материал к стенкам калибровочного инструмента, обеспечивая идеальную круглость и гладкость поверхности. Вы должны тщательно подбирать диаметр калибровочного инструмента с учетом последующей усадки материала при охлаждении.
Следом за калибровкой следует основное охлаждение, обычно в длинной водяной ванне. Температура и скорость потока воды здесь — ваши ключевые параметры. Слишком быстрое и резкое охлаждение может привести к напряжению в материале и даже коллапсу ячеистой структуры пены из-за резкого падения давления газа внутри пузырьков. Слишком медленное охлаждение позволит трубе деформироваться под собственным весом. Оптимальный режим — это постепенное и равномерное снижение температуры по длине ванны, что гарантирует стабилизацию структуры по всему сечению стенки.
Конструкция самой ванны также имеет значение. Она должна обеспечивать полное и равномерное окружение трубы охлаждающей средой. Часто используются системы с распылителями или многосекционные ванны с возможностью независимого контроля температуры в каждой секции. Это позволяет вам гибко настраивать процесс под разные типоразмеры труб и рецептуры смеси NBR/PVC, ведь скорость теплоотдачи у них может различаться.
В итоге, правильно настроенная система охлаждения и калибровки — это гарант стабильного качества вашей продукции. Она закрепляет все преимущества, заложенные на этапах смешения и экструзии, превращая пластичную массу в прочную, легкую и гибкую трубу с предсказуемыми характеристиками. Инвестиции в современное и точное оборудование для этого этапа окупаются снижением брака и повышением доверия со стороны конечных потребителей.
4. Выбор комплексной производственной линии
Теперь, когда вы понимаете важность правильной рецептуры для получения идеальной вспененной структуры NBR/PVC, наступает ключевой этап — выбор комплексной производственной линии. Именно от оборудования зависит, сможете ли вы стабильно воспроизводить заданные свойства труб, контролировать плотность и однородность пены, а также обеспечивать высокую производительность. Вам нужна не просто разрозненная техника, а слаженная система, где экструдер, система дозирования и подачи сырья, головка для вспенивания, калибровочные и охлаждающие устройства работают как единый механизм.
Здесь важно обратить внимание на производителей, которые предлагают именно комплексные, проверенные решения, а не отдельные агрегаты. Например, компания APEX (Qingdao Aipake Machinery Technology Co., Ltd.) специализируется на создании таких интегрированных линий для высокоточной экструзии, включая оборудование для вспененных резиновых труб. Их подход позволяет гарантировать совместимость всех модулей, точный контроль температуры и давления на каждом этапе, что критически важно для качества вспенивания смеси NBR/PVC. Это минимизирует ваши риски и избавляет от проблем с настройкой разнородного оборудования.
При выборе линии задайте себе вопросы: обеспечивает ли она необходимую точность дозирования компонентов рецептуры? Есть ли в системе эффективное дегазация для удаления влаги и летучих веществ? Насколько гибко можно настраивать параметры вспенивания и скорость экструзии под разные диаметры труб? Ответы на них помогут вам инвестировать в решение, которое не только запустит производство, но и позволит легко масштабировать его и адаптироваться к новым рыночным запросам, обеспечивая долгосрочную конкурентоспособность вашего бизнеса.
4.1. Критерии подбора оборудования под ваши объемы и спецификации
Выбор оборудования для производства гибких труб из вспененного NBR/PVC — это не просто покупка станков. Это стратегическое решение, которое напрямую влияет на вашу рентабельность, качество продукции и способность выполнять заказы. Первым и главным критерием должен быть планируемый объем производства. Если вы ориентируетесь на небольшие партии или нишевые продукты, вам подойдет компактная линия с ручной или полуавтоматической настройкой. Для крупносерийного производства потребуется полностью автоматизированная линия с высокой производительностью и минимальным вмешательством оператора.
Второй ключевой момент — спецификации вашей продукции. Диаметр труб, толщина стенки, плотность вспененного материала — все эти параметры диктуют требования к экструдеру, калибрующим устройствам и системе охлаждения. Убедитесь, что выбранное оборудование имеет достаточный диапазон регулировок для производства всего запланированного ассортимента. Универсальность линии — это хорошо, но она не должна идти в ущерб точности и стабильности процесса.
Третий критерий — степень автоматизации контроля качества. Современные линии могут быть оснащены датчиками онлайн-измерения диаметра и толщины стенки, системами визуального контроля. Это снижает процент брака и обеспечивает стабильность параметров на всей длине трубы. Оцените, насколько для вас критично постоянство качества, и готовы ли вы инвестировать в такие системы.
Наконец, не забудьте про энергоэффективность и сервис. Современное оборудование может потреблять меньше энергии, что снижает себестоимость продукции. А наличие надежной технической поддержки и поставки запчастей от производителя оборудования — это запас прочности для вашего производства, минимизирующий простои в случае неполадок.
4.2. Автоматизация и контроль качества: снижение брака и повышение эффективности
Автоматизация начинается с подачи сырья. Современные системы дозирования и смешивания, интегрированные с центральным компьютером (ПЛК), гарантируют точное соблюдение вашей рецептуры NBR/PVC. Вы задаете параметры один раз, и оборудование самостоятельно отмеряет полимеры, пластификаторы, вспенивающие агенты и стабилизаторы, сводя к нулю человеческий фактор и обеспечивая идеальную однородность смеси на каждом этапе.
В процессе экструзии и вспенивания ключевую роль играют датчики. Датчики температуры в зонах цилиндра и головки, датчики давления и толщины стенки трубы в реальном времени передают данные на монитор оператора. Это позволяет вам мгновенно реагировать на малейшие отклонения, а не обнаруживать брак в конце смены. Например, система может автоматически подкорректировать скорость вращения шнека или температуру нагрева, чтобы плотность вспененного слоя оставалась стабильной.
Контроль качества становится неотъемлемой частью производственного цикла, а не отдельной операцией. Встроенные измерительные системы, такие как лазерные сканеры диаметра и ультразвуковые толщиномеры, непрерывно проверяют геометрию трубы. Все данные архивируются, что позволяет вам не только отбраковывать некондиционные участки, но и проводить анализ для дальнейшей оптимизации процесса и прогнозирования износа оборудования.
Результат для вас очевиден: резкое снижение процента брака, что означает прямую экономию на сырье. Повторяемость и стабильность параметров каждой партии укрепляют вашу репутацию как надежного поставщика. Кроме того, автоматизация высвобождает персонал для решения более сложных задач, повышая общую эффективность предприятия и позволяя вам сосредоточиться на стратегическом развитии бизнеса.
4.3. Интеграция вспомогательного оборудования: от смесителя до намотчика
Интеграция вспомогательного оборудования — это процесс, который превращает отдельные машины в слаженную производственную систему. Для вас это означает переход от разрозненных операций к непрерывному, контролируемому и эффективному потоку. Начинается все со смесителя, где сырьевая композиция NBR/PVC, пластификаторы, вспенивающие агенты и стабилизаторы тщательно перемешиваются до получения однородной сухой смеси. Качество смешения напрямую влияет на стабильность вспенивания и конечные свойства вашей трубы.
Далее смесь поступает в систему подачи и дозирования, которая должна обеспечивать постоянный и равномерный поток материала в экструдер. Любые колебания здесь приведут к дефектам по длине трубы. Современные системы используют гравиметрические дозаторы, которые в реальном времени корректируют подачу, гарантируя вам точное соблюдение рецептуры.
После экструдера и калибратора критически важна система охлаждения. Для вспененного NBR/PVC необходимо точно контролировать температуру воды в вакуумных охлаждающих баках, чтобы зафиксировать ячеистую структуру и предотвратить деформацию. Затем труба проходит через тянущее устройство, которое синхронизирует свою скорость со скоростью экструдера, обеспечивая постоянство диаметра и толщины стенки.
Финишными звеньями цепочки являются маркиратор, наносящий на изделие необходимую информацию, и, наконец, намотчик. Намотчик должен аккуратно и плотно укладывать трубу в бухты или на катушки, готовые к отгрузке. Автоматические намотчики с программным управлением позволяют вам задавать длину намотки и создавать аккуратные, удобные для транспортировки и хранения бухты, что напрямую влияет на удовлетворенность вашего клиента.
Ключ успешной интеграции — в единой системе управления (SCADA или ПЛК), которая координирует работу всего оборудования от смесителя до намотчика. Она позволяет вам с одного пульта контролировать параметры, оперативно реагировать на отклонения и собирать данные для анализа, что является основой для стабильно высокого качества и снижения производственных затрат.
5. Практические советы по запуску и эксплуатации

Теперь, когда вы понимаете основы рецептуры и оборудования для гибких труб из вспененного NBR/PVC, настало время перейти к практическим шагам. Запуск и эксплуатация линии требуют внимания к деталям. Начните с тщательного подбора и тестирования сырья — даже небольшие отклонения в качестве NBR или PVC могут повлиять на однородность вспенивания и конечные свойства трубы. Рекомендуется работать с проверенными поставщиками и вести журнал параметров для каждой партии.
Ключевой момент — правильная настройка и калибровка оборудования. Современные экструзионные линии, подобные тем, что производит компания APEX, предлагают высокую степень автоматизации и контроля. Вам необходимо точно настроить температуру зон цилиндра и головки, скорость вращения шнека и давление, чтобы добиться стабильного процесса вспенивания и идеальной геометрии трубы. Не пренебрегайте этапом пробного пуска и отбора образцов для тестирования на плотность, гибкость и прочность.
Обучение операторов — залог бесперебойной работы. Ваша команда должна понимать не только как управлять машиной, но и как оперативно реагировать на признаки нестабильности процесса, такие как колебания диаметра или неравномерная структура пены. Внедрение регулярного профилактического обслуживания, рекомендованного производителем оборудования (например, очистка шнека и головки, проверка нагревателей), минимизирует простои и продлевает срок службы линии.
Наконец, помните о безопасности и экологии. Процесс вспенивания может сопровождаться выделением летучих веществ. Убедитесь, что ваше производственное помещение хорошо вентилируется, а персонал использует средства индивидуальной защиты. Следуя этим советам и используя надежное оборудование от технологических лидеров, таких как APEX, вы сможете не только успешно запустить производство, но и обеспечить его долгосрочную эффективность и конкурентоспособность на рынке.
5.1. Настройка параметров экструзии для разных рецептур
Настройка параметров экструзии — это не универсальный процесс; он напрямую зависит от конкретной рецептуры NBR/PVC, которую вы используете. Изменение соотношения компонентов, типа и количества вспенивающего агента, пластификаторов или стабилизаторов требует корректировки температурных профилей, скорости вращения шнека и давления в головке. Ваша цель — добиться равномерного вспенивания по всему сечению трубы и стабильного геометрического размера.
Начните с температурных зон цилиндра экструдера. Для рецептур с высоким содержанием пластификатора или более мягких сортов каучука NBR часто требуется более низкая температура в первых зонах, чтобы предотвратить преждевременное разложение вспенивающего агента и обеспечить хорошее пластицирование смеси. И наоборот, более жесткие композиции могут потребовать более высоких температур для достижения оптимальной вязкости расплава перед выходом из фильеры.
Скорость экструзии и обратное давление — ваши следующие ключевые переменные. Высокая скорость может привести к недостаточному вспениванию и шероховатой поверхности, если материал не успевает правильно расшириться. Слишком низкая скорость увеличивает риск перегрева и деструкции полимера. Настройте скорость шнека и, при наличии, настройки сеток-фильтров для создания оптимального давления, которое обеспечит однородное смешение и предотвратит преждевременное вспенивание в цилиндре.
Температура головки (фильеры) и калибрующего устройства критически важна для фиксации формы и размера ячеек. Слишком высокая температура может привести к слиянию пор и разрыву стенок трубы, а слишком низкая — к недостаточному расширению и высокой плотности. Экспериментируйте с охлаждением в вакуум-калибраторе, чтобы «заморозить» полученную ячеистую структуру сразу после выхода из головки.
Помните, что каждая новая партия сырья или изменение рецептуры требует пробного пуска. Ведите подробный журнал, записывая все параметры для каждой рецептуры: температуры по зонам, скорость шнека, линейную скорость протяжки, вакуум в калибраторе и конечные физические свойства трубы (плотность, гибкость, диаметр). Это создаст вашу собственную базу знаний для быстрой и точной настройки в будущем, минимизируя время и затраты на переналадку.
5.2. Решение типичных проблем: неравномерное вспенивание, дефекты поверхности
Неравномерное вспенивание — одна из самых частых и критичных проблем, которая напрямую влияет на качество и однородность стенки трубы. Основные причины обычно кроются в рецептуре и настройках оборудования. Во-первых, проверьте однородность смеси NBR/PVC и порообразователя. Недостаточное перемешивание в смесителе ведет к локальным колебаниям концентрации вспенивающего агента. Во-вторых, критически важна стабильность температурных зон в экструдере. Слишком высокая температура в зоне пластикации может привести к преждевременному разложению порообразователя, а слишком низкая — к неполному вспениванию. Регулярно калибруйте датчики и проверяйте равномерность нагрева цилиндра.
Дефекты поверхности, такие как шероховатость, продольные полосы (гофры) или блестящие полосы (глазирование), часто сигнализируют о проблемах в головке и калибраторе. Шероховатость обычно возникает из-за слишком высокой температуры расплава на выходе из головки или недостаточного охлаждения в вакуум-калибраторе. Продольные полосы часто связаны с загрязнением или износом фильтрующей сетки, а также с неоптимальной геометрией дорна и мундштука. Вам необходимо установить строгий график очистки и замены фильтров. Глазированные полосы (матовые участки на глянцевой поверхности) — признак неравномерного охлаждения. Убедитесь, что форсунки в калибраторе не засорены и подают воду равномерно по всему периметру трубы.
Для системного решения этих проблем ведите подробный журнал параметров процесса для каждой партии сырья. Фиксируйте температуры по зонам, скорость экструзии, давление расплава и характеристики готовой трубы. Это позволит вам быстро выявить корреляции и найти оптимальные настройки под вашу конкретную рецептуру. Помните, что даже небольшие отклонения в содержании пластификатора в композиции NBR/PVC могут изменить реологию расплава и потребовать коррекции температурного профиля.
Не забывайте о роли сырья. Партия NBR или PVC с иными реологическими свойствами может свести настройки на нет. Всегда проводите пробную экструзию при смене партии основного полимера или порообразователя. Инвестируйте в лабораторное оборудование для оперативного контроля таких параметров, как текучесть расплава (MFI) и степень гелеобразования PVC. Это не затраты, а инструмент для предотвращения брака и простоев дорогостоящей экструзионной линии.
5.3. Техническое обслуживание линии для долгой и стабильной работы
Регулярное техническое обслуживание экструзионной линии для производства гибких труб из вспененного NBR/PVC — это не просто рекомендация, а обязательное условие для обеспечения стабильного качества продукции, минимизации простоев и продления срока службы дорогостоящего оборудования. Вы должны рассматривать его как системный процесс, а не как реакцию на возникшие неполадки.
Начните с создания ежедневного контрольного списка (чек-листа). Каждую смену проверяйте чистоту зоны загрузки сырья, чтобы исключить попадание посторонних частиц. Контролируйте работу систем охлаждения и смазки — перегрев цилиндров и шнека экструдера является одной из самых частых причин деградации материала и изменения параметров вспенивания. Визуально осматривайте состояние фильтрующих сеток и головки экструдера на предмет следов подгорания или засоров.
Еженедельно уделяйте внимание механическим компонентам. Проверяйте натяжение ремней привода, уровень масла в редукторах и состояние подшипников. Особое внимание — калибрующим и охлаждающим вакуумным калибраторам. Их каналы и уплотнения должны быть чистыми, чтобы обеспечить стабильный вакуум и точный внешний диаметр трубы. Очистка от остатков пены и смазки предотвратит появление дефектов на поверхности изделия.
Плановое ежемесячное или ежеквартальное обслуживание должно быть более глубоким. Это включает в себя полную разборку и чистку шнека и цилиндра экструдера для удаления нагара, калибровку термопар, проверку точности систем дозирования химических вспенивающих агентов и проверку всех электрических соединений на предмет ослабления. Не забывайте о системе тянущего устройства — износ резиновых губок или роликов приведет к проскальзыванию и неравномерной вытяжке трубы.
Ведите подробный журнал всех проведенных работ, замененных деталей и замеченных отклонений в параметрах процесса. Эта история позволит вам прогнозировать износ компонентов и планировать капитальные ремонты заранее, а не в авральном режиме. Инвестиции в регулярное ТО всегда окупаются за счет снижения брака, экономии сырья и бесперебойной работы вашей производственной линии.
Как видите, Формула и оборудование для гибких труб из вспененного каучука NBR/PVC — это взаимосвязанные элементы, от которых напрямую зависит качество и эффективность вашего производства. Грамотный подбор компонентов смеси и современных технологических линий открывает путь к созданию востребованной, надежной и экономичной продукции.
Надеемся, что эта статья помогла вам лучше понять ключевые аспекты этого процесса и вдохновила на новые достижения в вашей работе. Помните, что инвестиции в правильные технологии и знания всегда окупаются повышением качества и расширением рынков сбыта.
Если вы ищете надежного партнера для реализации ваших проектов, обратите внимание на компанию APEX (青岛艾派克机械科技有限公司). Мы специализируемся на разработке и производстве высокоточного оборудования для экструзии, включая линии для медицинских и промышленных труб, а также для вспененных материалов. Наши решения, созданные на базе собственного инженерного центра и умного производства, помогают клиентам по всему миру повышать эффективность и выпускать продукцию высшего класса. Доверьтесь опыту APEX, чтобы вывести ваше производство гибких труб на новый уровень.